




“Establishes Sports Facilities”
As Reform Group we are proud to leave 30 years of success in our journey that began in 1994. With our experienced staff, high quality products and services, we continue to grow with 6 companies and 9 brands, each of which is a leader in its own sector.
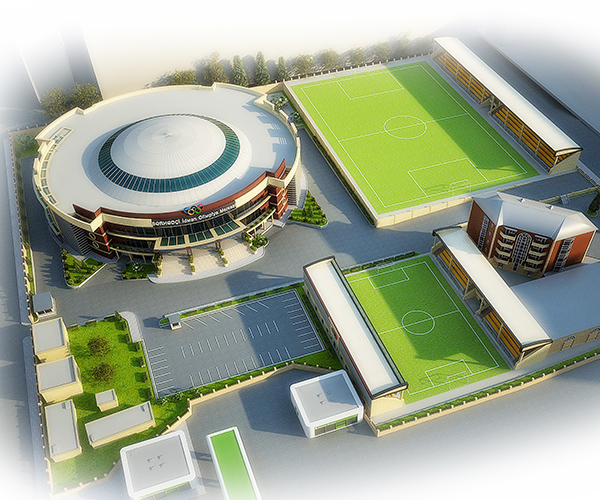
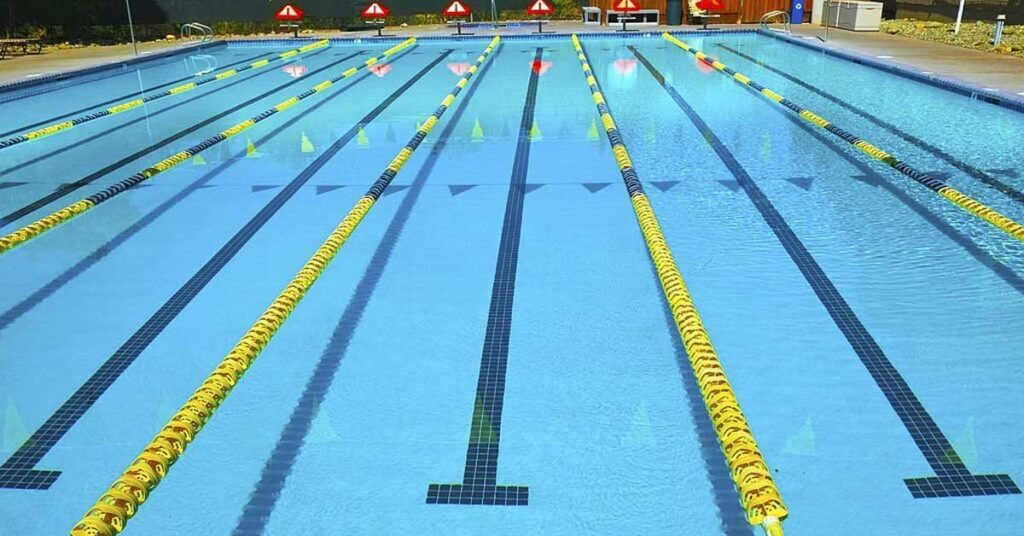
We provide durable and reliable floor solutions in international quality for all sports fields including Football Pitches Athletic Track, Basketball Court, Tennis Court, Volleyball Courts, Multi-Purpose Fields, Handball Yards Golf Courts, Hockey Courts, Baseball and Rugby Fields. We manufacture all of our products including artificial turf, decorative turf, tartan, polyurethane, acrylic, parquet and steel construction in our own factory. We have built thousands of sports facilities in our country and in the world with our expert staff from turnkey projecting to consultancy to installation and after-sales services and we continue to do so.
Reform Sports Products
We manufacture Artificial Turf, Decorative Turf, Tartan Floors, Rubber Tiles, Roll Rubber Floors, indoor and outdoor polyurethane floor coatings and acrylic floor paint under our own brand.






Why Reform Sports?
We are working for delivering our vast knowledge and experience, problem-solving ability, qualified staff, quality and reliable products to you.

30 Years of Experience
We have always remembered by establishing persistent relationships. We became a part of successful projects to be exemplary.

Innovation
The Reform Group projects technology and business ideas to create new value by preferring collaborative innovation.

High Production Capacity
Using the most advanced technology arguments, we have an annual production capacity of 13.000.000 m² artificial turf.

Rich Product Range
We manufacture 94 different types of artificial turf models that are resistant to abrasion and wear, which are manufactured with environmental awareness.

Quality assurance
We are manufacturing with transparent and competitive prices, high quality, ethical standards and convenient technical specifications.

Project Consultancy
With many years of engineering experience, we provide the professional consulting services you need.
Reform World
You can read all the articles that we prepared related with Reform Sports company news, sectorial information and for the curiosities in this section.







Our Projects
We have completed turn-key projects related to Outdoor Synthetic Turf Construction, Indoor Synthetic Turf Construction, Regular Football Pitch Construction, Basketball Court Construction, Multi-Purpose Field Construction, Tennis Court Construction, Athletics Track Construction and other Sports Fields Construction.







